Life Expectancy – What should the maintenance organization focus on?
December 11, 2017 | By John Lambert
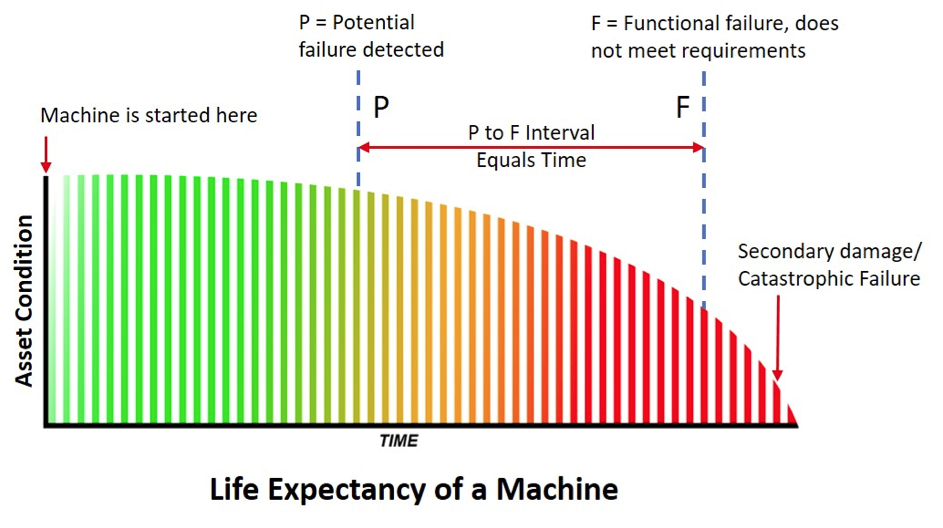 The P-F Curve is a tool for learning condition-based maintenance. (Image: Courtesy of Benchmark PDM)
The P-F Curve is a tool for learning condition-based maintenance. (Image: Courtesy of Benchmark PDM) Recently I have been seeing the P-F interval curve popping up a lot on my LinkedIn feed. It is a concept that I was first introduced to when I was implementing reliability centered maintenance into the Engineering and Maintenance department at the fiberglass insulation plant I worked at. The P-F curve was a great idea that, if done correctly, is a maintenance benefit – in cost savings and cost avoidance. Let me explain.
The P-F Interval Curve is a tool for learning condition-based maintenance. (Image: Courtesy of Benchmark PDM)
The P-F curve was used as a learning tool for condition-based maintenance. The curve is the life expectancy of a machine, an asset. The P is the point when a change in the condition of the machine is detected. The F is when it reaches functional failure. This means that it is not doing the job it was designed to do. For example, if it were a seal that is designed to keep fluids in and contamination out and is now leaking, the curve now denotes a state of functional failure. Will this put the machine down? Probably not, but it depends on the importance of the seal and the application. This is an important point because the P (potential failure) is a fixed point when you detect the change in condition, but the F (failure) is a moving point. Not all warnings of failure put the machine down. Very often we have options and time.
Consider this: If I have a bucket that has a hole in it, it is in a functional failure state. But can I still use it to bail out my sinking boat? You bet I can!
Failure comes in many ways and obviously there are many ways to combat it. If you detect the potential failure early enough (and it can be months and months before actual failure) it means that you can avoid the breakdown. You can schedule an outage to do a repair. It’s not a breakdown, the machine hasn’t stopped, it’s not downtime. This is cost avoidance and the plant can save on the interrupted loss of production because of downtime costs.
There are a lot of examples of cost avoidance and also of cost savings. For instance, at the fiberglass plant we used ultrasound to monitor bearings. We detected a very early warning in the sound level and were able to grease the bearing and the sound level dropped. We saved the bearing of any damage, we saved a potential breakdown, so this is cost savings. Even if there is some bearing damage, the fact that we are aware and monitoring the situation lets us avoid any secondary damage.
It’s one price to replace a seal and its more if you have to replace a bearing in a gearbox. However, it can be very expensive to have to replace a shaft because the bearing has sized onto it ruined it. Secondary, ancillary damage can mount up very quickly if you don’t heed the warning given with the P of potential failure.
This warning of potential failure gives you time before any breakdown. The earlier the detection, the more time. Time to plan; view your options. And what people tend not to do is failure analysis while the machine is still in service. A failure analysis gives you a great start on seeking out the root cause, but start right away, not when the machine is down.
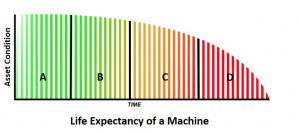
You may see the P-F curve compartmentalized like this one. However, the whole curve is the life expectancy of the machine and we monitor it using condition-based maintenance (CBM) techniques. By: Benchmark PDM.
Condition monitoring, or as its often called, condition-based maintenance (CBM), does work. For me, there is a downside and I will explain why shortly. CBM is based on measurement, which is good because we all know to control a process we must measure.
Consultants (and I’m guilty) like to put labels on things, and you may see:
- Design, Capability, Precision Maintenance
- CBM, Predictive Maintenance
- Preventive Maintenance
- Run to Failure, Breakdown Maintenance
For me the P-F interval curve starts when the machine starts. That means Design and Precision Maintenance is not in the curve and this happens before startup. A small point, but it takes away from the interval meaning.
We use predictive maintenance technologies in CBM – Vibration, Ultrasonic, Infrared, Oil Analysis, NDT (that is, pipe wall thickness) and Operational Performance. They are all very good technologies, yet it is a combination of cross-technologies that works best. As an example, vibration may give you the most information, yet ultrasound may give you the earliest warning on a high-speed bearing. And then there is oil analysis, which may be best for a low-speed gearbox. It all depends on the application you have, which dictates what’s best for you. A lot of time and effort was placed on having the best CBM program and to buy the right technology.
This, I believe, lead to maintenance departments putting the focus on condition-based maintenance!
This I think is wrong because we still have failure. This means that CBM is no better than Predictive Maintenance. This doesn’t mean that I don’t recommend CBM – I do. To me it’s a must have, but it does not improve the maintenance process because you still have machine failure.
Machine failures fall into three categories: premature failure, random failure and age-related failure.
We want the latter of these. We know from studies that say that 11 per cent of machine assets fail because of age-related issues. They grow old and wear out. This means that 89 per cent fail because of some other fault. This is a good thing because it gives us an opportunity to do something about them.
These numbers come from a very famous study, “Reliability-Centered Maintenance,” by F. Stanley Nowlan and Howard F. Heap (Dolby Access Press, 1978), which was commissioned by the United States Department of Defense. It doesn’t mean these numbers are an exact reflection for every industry, but the study has stood the test of time and I believe it has led to the development of Reliability Centered Maintenance. But let’s say its wrong and let us double the amount they say is age related (full machine life expectancy). That would make it 22 per cent and 78 per cent would be the amount of random failures. Even if we quadruple it, it’s only 44 per cent, meaning random is at 56 per cent, and we are still on the wrong side of the equation. The maintenance goal has to be to get the full life expectancy for all their machine assets.
In order to get the full life expectancy for a machine unit I think you have to be assured of two things. One is the design of the unit, which includes all related parts (not just the pump but the piping as well). The other is the installation.
Condition-based maintenance begins once the machine has been installed. By: Benchmark PDM.
If you’re like me, and you believe that Condition Based Maintenance starts when the machine starts then you understand that there is a section of the machine’s life that happens before. You could make an argument that it starts when you buy it because, as we all know, how we store it can have an effect. However, what is important at this stage is the design and installation of the machine. In most cases, we do not design the pump, gearbox or compressor but we do size them so that they meet the required output. We do quite often design the piping configuration or the bases, for example. All of which is very important but the reality is that maintenance departments maintain already-in-place machine assets. So, although a new installation, requiring design work is not often done, installation is.
Remove and refit is done constantly. And the installation is something that can be controlled. In fact, it’s the installation that has the largest influence on the machine’s life. The goal is to create a stress-free environment for the machine to run in. No pipe strain, no distorted bases, no thermal expansion, no misalignment…
Precision maintenance is a term I first heard 30 years ago. It is part of Benchmark PDM’s M.A.A.D. training program (Measure, Analyse, Action and Documentation). It’s simple – it means working to a standard. Maintenance departments can set their own standards. However, all must agree on it and adhere to it. This is the only way to control the installation process. This is the way to stop random failure and get the full life expectancy for your machine assets. The issue is that we do not have a general machinery installation standard to work to. Yes, we can and use information from other specific industry sources, such as the American Petroleum Institute (API) or the information from the OEM (both of these are guidelines), however nothing for the general industry as a whole. But this is about to change. The American National Standard Institute (ANSI) has approved a new standard, which is about to be published. I know this because I worked on it and will be writing about it shortly.
Looking at the life cycle of a machine, we need to know and manage the failure as best we can. If we only focus or mainly focus on the failure, we will not improve the reliability of the machine. We cannot control the failure. What we can control is the installation and done correctly this will improve the process, giving the optimum life for the machine.
In my day-job, I sell laser alignment systems as well a vibration instruments. If a customer were to buy a vibration monitoring tool before they bought a laser system, I would think their focus is on the effect of the issue not the cause. What do think?
John Lambert is the president of Benchmark PDM. He can be reached at john@benchmarkpdm.com or visit is the Benchmark PDM website at www.benchmarkpdm.com.
This article was published in the December 2017 issue of Machinery and Equipment MRO.