Same same but different – Mining equipment reliability and maintenance
In a quest for success, mines apply every advanced total equipment reliability maintenance or asset performance management program available.
May 7, 2018 | By L.Tex Leugner


Photo: Getty Images.
Equipment used in the mining industry is somewhat unique because it is dependent on the type of mining where the machinery is used. On the one hand, in oil sands mining, bucket wheels and draglines have been largely replaced by electric and hydraulic shovels, while in potash mining, two- and four-rotor continuous mining machines are used to cut the raw material, where it is then transferred to conveyors or underground electric shuttle cars that move the ore to surface processing plants. On the other hand, coal mines use track or wheel-mounted excavators with rotating platforms with either a scoop or bucket to load coal onto haul trucks for delivery to process plants, while hard-rock mines employ drills for extraction and conveyors to move the material to either crushers or mills of various design, such as ball, rod or hammer mills.
What is not unique are the systems on these machines that require maintenance. The mining industry using diesel engines, hydraulic systems, gear drives of different types and configurations, electric systems, motors and transmission systems with associated components should apply every advanced total equipment reliability maintenance or asset performance management program available to effectively compete in today’s international marketplace.
Based on statistical information, maintenance costs in the mining industry vary from 30 – 50 per cent of operating expenditures, depending on the type and age of any particular mine. From initial machine design to its disposal, mining companies must consider issues related to reliability, maintainability and continuous improvement strategies, the necessary and ongoing training of maintenance specialists, easy access to replacement parts and components among a myriad of other important considerations.
New equipment
If we start at the beginning, new equipment acquisition should consider cost (based on lifecycle costs of the machine to be replaced) and the design and ease of maintenance and operation. If the new machine is a prototype, the mine might consider this as an opportunity to work with the manufacturer to improve design, maintainability, reliability and other considerations. Questions to be considered are: Does the machine contain oil- sampling valves to easily permit sample taking from lubricated components? Are vibration analysis transducers mounted on rotating machine components for ease of monitoring vibration problems? How easy is it to carry out routine maintenance tasks such as oil filter, bearing or drive-belt replacement? In every case of new equipment acquisition, experienced, knowledgeable maintenance personnel should be involved.
Once the new unit is on site, a review of manufacturer’s maintenance procedures and recommendations should be undertaken, oil levels in all lubricated components should be checked, tire pressures or track adjustments confirmed, along with what is very often referred to as an on-site pre-delivery inspection to ensure compliance with the initial purchase order.
 Installation and commissioning
Installation and commissioning
When new machines are installed in the process plant, they are often installed and commissioned by either the manufacturer or a contractor – in either case the installation should be carried out with close cooperation and involvement of mine maintenance personnel. Very often the commissioning is done too quickly (and badly) when mine management insists that production continue as soon as possible. Having maintenance personnel involved in the installation and commissioning can provide an opportunity to prevent this lack of foresight and also provides access to learning about the new equipment’s operation for both mine maintenance and operating personnel. The old adage remains true: “If you don’t have time to do it right, when will it ever be done right?” Poor machine operation can very often be traced back to inadequate installation or commissioning.
Continuous improvement
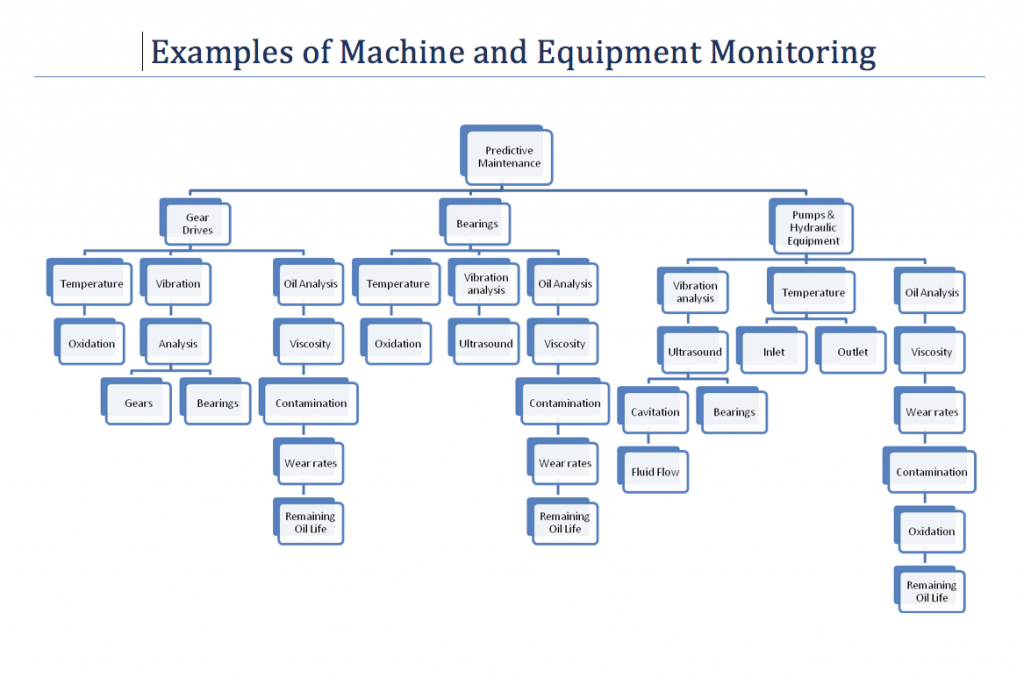
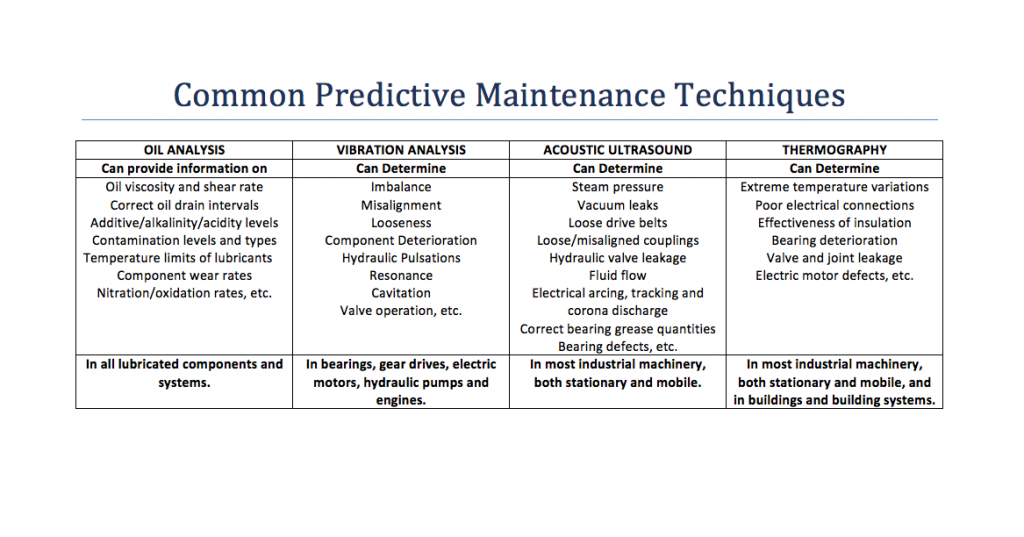
Once the equipment is operational, assuming it is considered “production critical,” it’s time to apply whatever reliability improvement strategies that can or should be considered. These should be based on an ongoing philosophy of continuous improvement that includes the application of condition monitoring technologies and this means that the mine should employ as many of these technologies as can be applied; for example, oil and vibration analysis, temperature and ultrasound monitoring should all be applied on every lubricated rotating machine that is considered critical to mine operation. These technologies should be applied on a regularly scheduled basis in order to gather machine condition data that can be effectively trended and recorded for easy access in the history files. (Remember that the trend is much more important than any particular set of data.)
 As part of the continuous improvement philosophy, next apply reliability centred maintenance (RCM) on the new machine. Simply speaking, RCM is a process of improving machine reliability through a step-by-step approach to determine the potential failures of components within a particular machine by using a failure modes and effects analysis (FMEA). In too many cases, failures are discussed and analyzed only after they have occurred, which is of course the essence of reactive maintenance. By applying FMEA, we are determining the potential failure of a particular machine and its components before the failure and is the first step in being proactive in our reliability improvement failure avoidance strategy.
As part of the continuous improvement philosophy, next apply reliability centred maintenance (RCM) on the new machine. Simply speaking, RCM is a process of improving machine reliability through a step-by-step approach to determine the potential failures of components within a particular machine by using a failure modes and effects analysis (FMEA). In too many cases, failures are discussed and analyzed only after they have occurred, which is of course the essence of reactive maintenance. By applying FMEA, we are determining the potential failure of a particular machine and its components before the failure and is the first step in being proactive in our reliability improvement failure avoidance strategy.
The analysis is carried out by maintenance, engineering and operations specialists usually led by an expert in the RCM process, often by a service representative provided by the equipment manufacturer or a consulting engineer well versed in the process.
Briefly, the steps used in the RCM process using the FMEA analysis are:
- Ask how the machine might fail?
- Define how severe the failure might impact safety, production and maintenance?
- Determine how to detect the failure earlier?
- Determine how to reduce (or eliminate) the occurrence of the failure?
- Create an appropriate action plan.
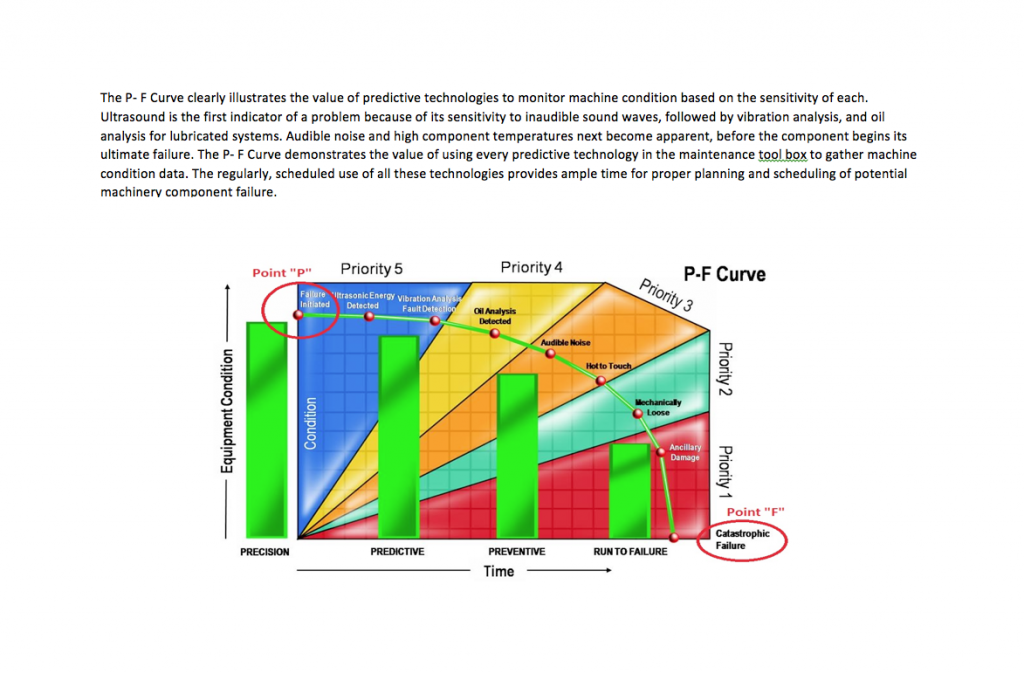
Once each failure mode is identified and what happens when it occurs, the mine personnel can assess the consequences and decide what (if anything) should be done to anticipate, detect, prevent or correct it; or even design it out. Question 3 above is directly related to the use of condition monitoring technologies to gather the data needed to detect the potential failure. Consider the P-F curve that determines the relationship where a component failure can be predicted (using ultrasound or vibration detection, to the result of oil analyses all indicating an incipient failure, followed by an obvious increase in noise or temperature, resulting in a failure that could be catastrophic).
 Contrary to popular opinion, the process of RCM using FMEA can be applied to both mobile machinery such as haul trucks, as well as process plant machinery like conveyors, crushers or ball mills. The results of implementing these reliability improvement strategies will most definitely reduce maintenance costs as well as reduce maintenance itself.
Contrary to popular opinion, the process of RCM using FMEA can be applied to both mobile machinery such as haul trucks, as well as process plant machinery like conveyors, crushers or ball mills. The results of implementing these reliability improvement strategies will most definitely reduce maintenance costs as well as reduce maintenance itself.
Additional cost reductions
Even after the imposition of reliability centred maintenance, maintenance costs can be reduced by further reducing or eliminating maintenance activities. This can be achieved by extending the life of equipment and its components even further, as well as avoiding service failures. The key elements of further reducing maintenance costs are measuring the mean time between repairs (MTBR), or equipment life, the mean time between failure (MTBF), or equipment reliability, and the mean time to repair (MTTR) or equipment maintainability. By extending MTBR and MTBF and reducing the MTTR, costs can be reduced while production availability and yield can be improved. In addition, at least once each year, a team of maintenance personnel should review the preventive maintenance program using these regularly recorded data and consider even further maintenance activity reduction or elimination. Two examples of such improvements are the use of split bearings, dramatically reducing the time to replace conveyor bearings and the extension of oil drain intervals on haul trucks using oil analyses to monitor oxidation to determine remaining oil life.
Further improvements
An additional reliability improvement strategy that should be considered for improving plant equipment in the mining industry is the application of total productive maintenance (TPM) that minimizes the six big losses in process plants or production facilities. Its principle requirements are that everyone in the plant is trained to be responsible for minor maintenance, and overall equipment effectiveness (OEE) measures three key performance indicators – availability, performance rate and rate of quality.
These three measures are divided into measuring and recording breakdowns and set-up adjustments, related to machine availability, machine idling/minor stoppages and speed losses both relating to rate of performance and process defects and start-up losses, relating directly to the rate of quality. An 85 per cent OEE is recognized internationally as best practice in any process plant. The calculation is:
Availability X Performance rate X Quality rate, or
loading time – down time X ideal cycle time x net operating time X first run capacity
loading time actual cycle time
 For the long haul
For the long haul
There are many other “best practice” issues that should be considered or reviewed, such as unwillingness by management or maintenance to carry out root cause failure analysis on component failures because the failure is considered normal and therefore acceptable. (They are not!) Another problem is the application of short-term solutions to longterm problems without consideration for the consequences. A perfect example is the layoff of the plant oiler without an alternative plan that will result in lubrication-related failures within months or even weeks. Some mining management groups have failed to understand that a dedicated planning and scheduling function is critical to reducing maintenance costs. Finally, many mine managers consider maintenance as a cost rather than a cost-reducing asset. Ultimately, this short-sighted thinking can be disastrous.
L. (Tex) Leugner, the author of Practical Handbook of Machinery Lubrication, is a 15-year veteran of Royal Canadian Electrical Mechanical Engineers, where he served as a Technical Specialist. He was the founder and operations manager of Maintenance Technolgy International Inc. for 30 years. Leugner holds an STLE lubricant specialist certification and is a millwright and heavy-duty mechanic. He can be reached at texleug@shaw.ca.