
In the tactical world of reliability, finding efficiencies is a requirement. But given the challenges associated with meeting production requirements – cost cutting and reduced workforces – many plants are struggling to keep pace. One solution, according to Braam Meij, vice president, Customer Service, Siemens Canada, is to seek out a turnkey solution that addresses these needs. Meij and his colleague, Fred Pelletier, manager, Sudbury and Kirkland Lake Service Centres, highlighted Siemens’ motor management program as a turnkey service for the entire operating life of a motor. The best part? Full service with no upfront costs.
MRO: Why is it important to manage the health of the motor?
MEIJ: The industry is largely driven by motors. Everything that moves needs a motor attached to it. If you go to an airport, a pharmaceutical plant, a food and beverage factory… motors are integral. We talk more often about the automation system and the electrical system around it, but we forget about the motor working in the background. We’re seeing significant cost savings in mining and pulp and paper alone from caring for motors… From a high level, it’s all about cost reduction. We can really prove to the customer that they are saving money based on the previous year. So that’s from a CFO level. It’s one of the main levers.
PELLETIER: In Kirkland Lake, Ont., for example, we have 10 different partners, each with a different version of how they want the program run. Their savings can range from tens of thousands to hundreds of thousands of dollars, depending on the customer, their install base, the volume of operating motors they have. Fifty per cent of all energy used in industrial settings comes from motors. So plants should consider efficiency and make sure motors last as long as they can. That’s where they’re missing out… One of the main points of motor management programs is that it’s not just fix and return. Every motor, no matter how big it is, is looked at. Is it worth fixing? What’s the cost of repair? What’s the cost of energy? When is the payback going to be? The individual motor is looked at in that way to save the partner as much money as possible.
MRO: In which industries have you implemented motor management programs?
MEIJ: The bulk of our customers are in pulp and paper and mining. We are seeing some movement in the oil and gas industry as well, but it’s slower. The recent drop in oil prices necessitated some cost-saving initiatives. So, the concern people are having is: what is the upfront cost? And that’s blocking a lot of people. But there is no upfront cost. I would say the metals industry and oil and gas industry are the other two we see some movement on. [Historically] the metal industry did a lot of in-house repair and there wasn’t necessarily a need from the outside. But many companies are focusing back on their core. So even in the metal industry there are thoughts around outsourcing some of these activities.
MRO: What are the most important considerations in deciding whether a motor should be repaired or replaced?
MEIJ: It’s an economic decision on every motor. Do we recommend to the customer to buy a new one, or do we actually repair it?
PELLETIER: The biggest consideration is the criticality of the motor to the customer, that is, if it’s a motor that’s preventing them from running their operations. The customer’s mindset: “Just get this thing back to us.” It’s all about the cost. Our consideration is energy efficiency – is the motor standard efficiency and are we just fixing it and putting it back into service, or are we going to look at premium efficient motors and see what the payback is. This is what we look for in every motor that comes into our plant. We look at the payback. We use online energy calculators to help decide what the standard efficiency would be, then compare the standard efficiency motor to a premium efficiency motor. The criticality is priority for the customer, so if there isn’t another motor readily available, the chances are we have to repair the motor to get it into service. Energy savings is No.1 and then the cost of repair versus the price of a new motor is the next step.
MRO: How often are these motors being replaced? What is the lifespan of a typical motor?
PELLETIER: It’s application specific. Typically, a NEMA standard motor has the life expectancy in the 15 – 20 year range. The worst environment for a motor is heat and vibration. If the customer is very good at their preventative maintenance – reducing the overall operating temperature of the motor and reducing the overall vibration of the motor – they can push the life expectancy of the motor to 20 –25 years. Part of motor management is working with the customer to achieve that. In many cases, customers don’t have time to maintain the smaller motors. It’s a major cost. But increasing the overall life expectancy decreases the number of unexpected shutdowns and extra maintenance.
MRO: Is the MMP program recommended for everyone or is it best suited for a particular environment?
PELLETIER: We have customers that range from 150 installed motors to 4,500 installed motors. The program works for all customers. It works because it is based on what is required. Every customer is different – some want to keep their motors on their shelf, really close to their operation. We go to the site and maintain those motors to ensure that when they do grab it from the shelf and put it into service that motor is going to be reliable and last a lifetime. Other customers ask us to store motors in our warehouse.
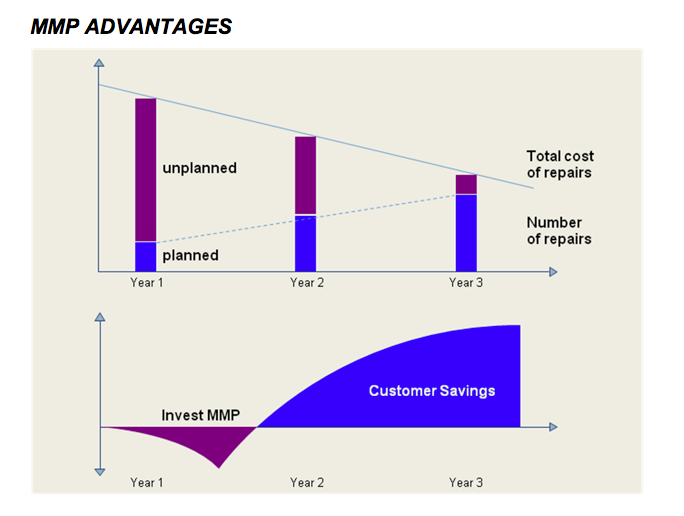
COST OVER TIME
Siemens’ Fred Pelletier explains why unplanned costs stem from premature motor failures
Unplanned costs stem from when motors fail prematurely. The unplanned costs in the case of this graph are strictly unplanned costs of the motor failing. They don’t take into account everything else that goes with it. When a production line shuts down because of one motor, everything stops completely. Nothing else can happen because the motor isn’t running. So, with a motor management program, the unplanned costs are reduced because the repairs are minimized and the reliability of the spare motors have increased. But the planned costs are reduced also. When you have a planned shutdown, you do more than just fix that one motor. You may also do something to the switchgear, maintain the driven equipment or something that is offline, anything you can do to plan your maintenance. Having a reliable motor management program over time reduces the chances of unplanned shutdowns because of the increased motor reliability.
This article ran in the February 2016 issue of Machinery and Equipment MRO magazine.