Condition Monitoring
April 2, 2019 | By JESÚS R. SIFONTE
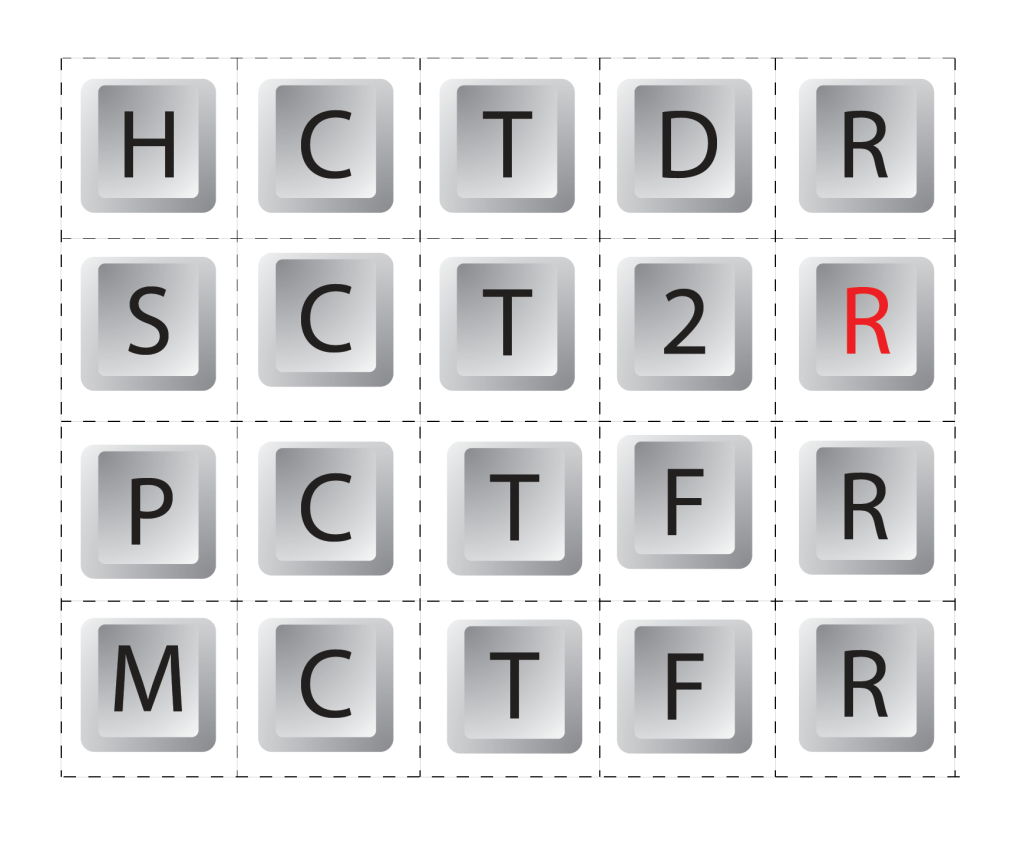 Figure 1 – General Standard RCM Decision Diagram
Figure 1 – General Standard RCM Decision Diagram Condition Monitoring is a term referring to the systematic process of data collection for evaluation of asset performance, reliability, and maintenance needs with the purpose of planning repair works in advance functional failures occur.

Figure 1 – General Standard RCM Decision Diagram
Its main purpose is potential failures finding. It requires the collection of good asset health data, which trending is studied. The primary advantage of condition monitoring (CM) is it incorporates health indicator monitoring activities performed while the machine is operating. Asset failures are predicted well in advance of their occurrence, allowing for planning repairs safely and economically for the plant.
Maintenance decisions are taken based on the actual asset condition avoiding unnecessary repairs leading to start-up failures. Catastrophic failures of critical assets presenting accelerated wear trends can be avoided by using C tasks and applying earlier planned shutdowns to avoid disasters.
CM includes predictive maintenance, process parameters monitoring, and non-destructive testing tasks. CM relies on measurement and trending of asset data for predicting failure at early stages. Most measurements are numerical in nature; descriptive parameters exist as well. Trending of failure pertinent parameters (either values or conditions) is the key for successful CM application. Therefore, absolute values are not as relevant as an increasing (or decreasing) trend in CM.
RCM and Condition Monitoring
RCM-R (reliability centred maintenance-reengineered) analysis produces decisions, which require use of CM tasks. When examining standard RCM decision diagrams, it is noted that C (on-condition) tasks are considered the first choice of failure consequence management policy, shown in Figure 1 (above), regardless of the failure cause consequence type.
The left column in Figure 1 shows the four possible failure consequence types (H-hidden, S-safety, P-production, M-maintenance) and the second column containing the first choice of consequence management policies has all C. C tasks are always considered first and chosen as long as they are technically feasible and worth doing. The following (third) columns show T (time-based) as the second task type priority for all policies. It is common to see about four to eight C-type tasks or more recommended for every T task in an RCM analysis report.
Condition Monitoring Data Collection and Integrity
CM is effective only if the monitored parameter can detect the intended specific failure mode, potential failure with sufficient time before functional failure occurrence. Lack of data collection standard procedures in conjunction with little technical knowledge of the task performer and the use of unreliable or wrong instruments lead to incorrect diagnostics causing bad decision-making. Data collection should be performed similarly every time. Effective CM procedures establish the asset operating parameters, the correct sensor positioning, and the unique instrument set-up that constitute standard data collection conditions.
Data Trending and Alarm Setting
Trending works once asset health parameter indicators and corresponding standard data collection conditions have been properly chosen and established. Reliability engineering math tools enable calculation of appropriate C task frequencies. Several variables such as C task cost, PF interval, MTBF, failure costs, planned correction cost, etc., are considered for calculating precise C task intervals. When no RCM or reliability analysis data is available, C task frequencies may be set at equal or smaller than one-third of the PF intervals.
Normally, most CM programs gather a lot of measurement points periodically. Therefore, it is imperative that alarms be set up to filter out assets needing immediate attention. It is impossible for technicians or engineers to manually analyze every data point and make a diagnosis for all equipment being monitored. Alarms must be set up timely and correctly before undesirable failures occur. Many methods exist for deciding alarm levels, depending on the CM monitoring technique and task applied to detect potential failures for assets.
Alert and failure level alarms should be established whenever possible. For example, an alert alarm dot representing a parameter value between the P and the F performance levels. No alarming is made at the potential failure performance level. An alert alarm is flagged when a performance level corresponding to either half or one-third of the PF time interval is reached. Failure alarm should be set up at the functional failure performance level so the asset should be stopped and repaired.
Predictive Maintenance Techniques
Predictive maintenance entails the use of specific technology and techniques for applying CM. Main technologies used for predictive maintenance are:
Vibration Analysis: Machine vibration analysis is the behaviour of rotating machinery for detecting faults based on monitoring and trending vibration signals produced by its components. All rotating machinery, in good or bad condition, will vibrate. A vibration analysis helps determine if machinery vibration is normal. It may detect faults early enough to plan repairs at a convenient time, avoiding costly plant shutdowns.
There are various types and levels of vibration analyses requiring varying degrees of expertise to apply correctly. Overall vibration analyses only require an overall vibration meter and little training, while spectral analyses need sophisticated and more expensive fast Fourier transform (FFT) analyzers, demanding a lot of expertise. Vibration time waveform is converted into a spectrum through the FFT process. Vibration spectrum is amplitude versus frequency graph, allowing the identification of complex machinery vibration. Spectral vibration analysis can detect many faults at early stages in their development and without disrupting machine operation, making vibration analysis a valuable CBM technique.
The most common conditions diagnosed with spectral vibration analysis are:
• Rotor imbalance and eccentricity
• Shaft misalignment and bent shafts
• Mechanical looseness
• Anti-friction and journal bearing wear
• Electrically induced faults
• Gear problems
• Flow-induced problems (cavitation, turbulence, blade wear)
• Belt wear
Infrared Thermography: This is the viewing, analyzing, and saving of infrared images with an infrared imaging device. Infrared instruments do not see temperature, and they do not measure temperature. Once the infrared device measures the radiated energy, its computer will calculate the temperature using the Stefan–Boltzmann relationship. There are four main areas where infrared thermography is valuable in any PdM program, and each of them detects specific failure modes:
Electrical equipment CBM
• Overtightened connections
• Oxidized or dirty connection
• Improper components or materials
• Poor workmanship
• Looseness
Mechanical equipment CBM
• Bearing heating
• Coupling misalignment
• Gearbox overheating
• Rubbing shaft
Process equipment CBM
• Oven refractory thickness estimation
• Blocked or restricted flow in pipes
• Failed valves and traps
• Fluid and sludge levels in tanks
Facility CBM
• Missing insulation or damaged insulation
• Water ingress
• Air infiltration
• Air exfiltration
• Leakage in hot water heating systems
• Flat roof leaks
Ultrasound: This is any sound pressure wave with a repetition frequency higher than 20,000 Hz. Frequencies most suitable for asset health monitoring and reliability of machine systems lie between 30,000 and 40,000 Hz. Ultrasound detectors are used to quantify or measure high frequency sound through heterodyning. Ultrasound instruments enable humans to hear ultrasound.
Failure modes increasing friction, developing any kind of mechanical impact, and producing turbulence can be detected with ultrasound. Many common failure modes can be detected with the use of a variety of ultrasound instruments and techniques:
• Air leaks
• Valve internal leaks
• Defective steam traps
• Bearing wear
• Electrical arching
• Pump cavitation
• Reciprocating compressor defective valves
• Heat exchanger leaks
Oil Analysis: This measures lubricant health and condition. It is an excellent complement to other CBM tools such as vibration analysis and thermography. Oil analysis helps to predict early onset of machine wear, including failure modes that are not directly tied to lubrication; and it helps to ensure that the base oil and additives contained within the oil are still healthy and the lubricant is good for continued use. These failure modes can be detected with the use of a variety of oil analysis techniques:
• Wear of internal components of
rotating equipment
• Oil contamination
• Moisture in lubricant
• Additives depletion
• Wrong lubricant selection
Process Parameters Monitoring
Assets used in industrial processes have defined operating contexts specified by users or owners. Monitoring process parameters entails measurement and trending quantitative or qualitative variables evidencing asset health. Pump flow, discharge pressure, and fluid temperature are common process parameters of a cooling water system. The system’s owner has established their performance level and monitoring them will ensure maintenance is applied when needed to restore initial capabilities before failure.
Several commonly measured variables that affect chemical and physical processes are pressure, temperature, level, and flow. Process monitoring often reveals failure symptoms that can be related to specific failure modes. Process parameter monitoring entails about 85 per cent of all CM tasks.
Non-destructive Testing
Non-destructive testing (NDT) is the use of a wide group of analysis techniques to evaluate the properties of a material, component, or system without causing damage. Usually, NDT techniques cannot be applied with the asset in operation. NDT is helpful for identifying failure mechanisms such as corrosion, erosion, rupture from bursting, and external forces in piping, vessels, tanks, boilers, and others.
Failures start as tiny flaws undetectable to the naked eye. A multitude of techniques are used to conduct NDT for flaw detection. There are various conventional NDT methods targeting specific failure modes:
Visual testing
• Surface anomalies
Magnetic particle
• Surface crack
Liquid penetrant inspection
• Surface crack detection
Radiography
• Internal flaws
Pulse-echo ultrasonic testing (UT)
• Material thickness loss
• Corrosion
• Cracks
In addition to the conventional NDT methods, there are also several advanced tools and technologies, including UT crack detection and sizing, C-scan corrosion mapping and flaw detection, and time of flight diffraction.
MRO
Advertisement
Stories continue below