Troubleshooting Industrial Chain Drives
Chain drives operate through tension engagement, where teeth on both the drive and driven sprockets engage with and pull the chain links.
October 25, 2021 | By L. (Tex) Leugner
 Photo: © Aleksandr Kondratov / Adobe Stock
Photo: © Aleksandr Kondratov / Adobe Stock Photo: © Aleksandr Kondratov / Adobe Stock
There are two basic types of industrial chain drives. Roller chains contain pins that pivot inside bushings with a free turning roller surrounding each bushing to provide rolling contact with the sprocket teeth. This chain type is commonly used in power transmission systems for both horizontal and vertical applications. The distance between pin centers is referred to as the pitch.
Extended pitch drive chain contain only half as many pitches and is lighter and less expensive than standard roller chain. Also called double pitch chains, these can be fitted with larger rollers that act as wheels for use on conveyor systems. Many conveyor systems use chain drives that use polymeric or plastic rollers that are impregnated with self-lubricated materials.
Does the maintenance group have a well-designed drive chain inspection schedule?
Logic: A correctly sized and properly installed drive chain can be expected to provide at least 15,000 hours of service, provided regular inspections are carried out and potential problems dealt with immediately. In a 24/7 operation, it is recommended that at every shift change, chain drives are visually inspected for adequate lubrication, obvious chain link or sprocket damage, unusual noise, evidence of vibration or improper alignment. At monthly intervals, the chain should be inspected for correct tension and any abnormal condition. If oil appears cloudy, dirty or darker than usual, it should be changed.
Annual maintenance should include an inspection for cleanliness of components and removal of all dirt and foreign material from chain and sprockets. Inspect the chain for side plate wear, fatigue, elongation or corrosion. Inspect shaft and sprockets for proper alignment and adjust if necessary. Inspect sprocket tooth wear and replace if necessary. Inspect the lubrication system for clogged feeder pipes and ensure that the oil drip or oil stream rate is correct depending upon the type of system. If the sprockets are mounted using rolling element bearings, ensure that the bearings are lubricated. Depending on plant operating condition, oil should be changed and any filters should be replaced.
Does the maintenance group have a sound knowledge of chain lubrication?
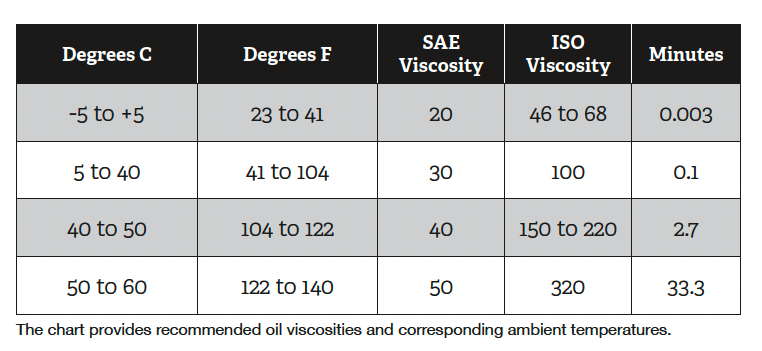
Logic: Chain lubricants should not contain additives such as detergents that cause sludge, varnish or gummy deposits. The best general lubricant is rust and oxidation inhibited mineral oil of the correct viscosity based on the temperature/viscosity chart provided below. Some chain manufacturers accept the use of SAE 20/50 engine oils, but these are not the best choice because the additives may result in varnishing due to oxidation of the oil, particularly at high operating temperatures. For extremely high or low temperature or shock load applications, consider the use of synthetic oils containing molybdenum as the anti-wear agent.
Lubricating methods include brush or oil drip, oil bath or slinger disc and pressure stream or spray systems. Unless it is impossible to avoid, grease should not be used to lubricate chain drives. If grease is necessary, it should be heated to ensure that it penetrates the chain components and its use limited to chains operating to a maximum of 750 feet per minute. Brush or drip systems must have oil viscosity low enough to penetrate the chain joints, yet high enough to adhere to the chain component surfaces.
Does the reliability group understand the requirements of chain maintenance and repair?
Logic: On horizontal chain drives, sprocket shafts should be parallel and level. If not, the operation of the chain will tend to cause wear on one side of the chain, while wearing the opposite side of one or both of the sprockets. This also applies to idler sprocket shafts if used.
 Where a shaft has axial movement position, the shaft in its normal running position before aligning the sprockets. Ensure that the sprockets are aligned and ensure that sprockets are mounted as close as possible to the support bearings. Any excessively overhung sprocket will cause premature bearing failure.
Where a shaft has axial movement position, the shaft in its normal running position before aligning the sprockets. Ensure that the sprockets are aligned and ensure that sprockets are mounted as close as possible to the support bearings. Any excessively overhung sprocket will cause premature bearing failure.
Although it is not always possible due to machine design, the shaft alignment should also be parallel with the shaft and sprocket centers perpendicular to each other on vertical chain drives. Measure chain tension to ensure that the slack span has four-to-six per cent free movement in horizontal drives and two-to-three per cent in vertical drives. If elongation exceeds the available adjustment, remove one or two pitches or links and reconnect the chain. (If elongation exceeds three per cent or 0.36 inches per foot, replace the chain). Wherever long chain spans require the use of an idler sprocket, the idler should be positioned on the slack span, preferably nearer to the driven sprocket. The number of teeth in the idler must not be less than the smallest drive sprocket, and the idler should have a chain lap of at least three teeth with a free length of not less than four pitches between it and the nearest sprocket. Inspect the sprocket teeth for roughness or binding as the chain engages and disengages the teeth.
 Inspect the teeth for worn tooth surfaces and hooked tooth tips. Determine the wear on sprocket teeth at the pitch circle diameter on the teeth. If the depth of tooth wear has reached 10 per cent or more below the straight edge of the sprocket, it should be replaced, otherwise rapid chain wear will cause potential chain breakage. (Where it is possible, the sprocket can be reversed to utilize the opposite side of the tooth). MRO
Inspect the teeth for worn tooth surfaces and hooked tooth tips. Determine the wear on sprocket teeth at the pitch circle diameter on the teeth. If the depth of tooth wear has reached 10 per cent or more below the straight edge of the sprocket, it should be replaced, otherwise rapid chain wear will cause potential chain breakage. (Where it is possible, the sprocket can be reversed to utilize the opposite side of the tooth). MRO
______________
L. (Tex) Leugner, the author of Practical Handbook of Machinery Lubrication, is a 15-year veteran of the Royal Canadian Electrical Mechanical Engineers, where he served as a technical specialist. He was the founder and operations manager of Maintenance Technology International Inc. for 30 years. Tex holds an STLE lubricant specialist certification and is a millwright and heavy-duty mechanic. He can be reached at texleug@shaw.ca.